The Principle of Thermoplastic Welding
In order to weld thermoplastics, the material must be heated to reach its melt state. The pieces to be welded must then be pressed together with a certain amount of pressure over a given amount of time. The heat and pressure will allow the surface molecules of the parts to interlock, fusing the parts together.
Hot Plate (Butt) Welding
Butt welding of thermoplastics involves holding two pieces of the material with defined pressure against a heated plate element until the material melts. The two pieces are then brought together quickly and held with a defined pressure so that they fuse into one piece.
Some of the most common uses for butt welding are to join:
- Two pieces of flat sheet
- Both ends of a rolled or bent sheet to form a round or rectangular shape
- Segments of pipe together to form fabricated fittings.
The following recommendations are based primarily on work with sheet, but could be modified by an experienced welder for work with pipe.
The Essentials of Hot Plate (Butt) Welding Corzan® CPVC
The following are essential aspects and numbers to know when hot plate or butt welding Corzan® CPVC:
- Use a PTFE (Polytetrafluoroethylene)-coated heating element
- Accurately control the temperature
- Changeover time: less than 3 seconds
- Optimum temperature: 440 to 445°F (225 to 230°C)
- Optimum melting pressure: 95 to 100 psi (65 to 70 N/cm2)
- Optimum heating pressure: 30 psi (20 N/cm2)
- Optimum welding pressure: 95 to 100 psi (65 to 70 N/cm2)
- Heating and
welding / fusion times are dependent on material thickness (see tables)
Equipment
The heating element should be PTFE-coated stainless steel in order to prevent sticking of the melted plastic to the element.
The heating element should be kept very clean. If necessary, a clean cotton rag or paper towel can be used to wipe off any residue.
Controlling the temperature of the heating element is very important when Corzan CPVC sheet is butt welded. Butt welding of Corzan CPVC sheet should be performed in an area free of drafts in order to maintain the best temperature control possible.
The changeover time, during which the element is removed and the two pieces of heated plastic are pressed together to form the weld, should be as short as possible. Ideally, the changeover time should be no more than three seconds.
Material Preparation
The edges of the pieces of material to be welded should be as square as possible so that they will contact the heating element and each other evenly. Cutting debris and any oil or dirt should be removed from the welding area. The pieces to be welded should be clean and dry. Solvents should not be used to clean the surfaces to be welded.
The Welding Process
The heating element should be set at the desired welding temperature. Which, the optimum temperature for butt welding Corzan CPVC sheet is typically 437 to 446°F (225 to 230°C).
With a microprocessor controlled machine, only the sheet thickness and length, as well as the
With a non-microprocessor controlled machine, the operator has to calculate the welding surface, then multiply the cross section with the optimum melting / fusing pressure and set the machine gauges accordingly. Here, as well, temperature and times have to be manually adjusted.
Once the machine is set up, the sheets are inserted on either side of the table tightly against the setting bar and clamped. The heating element should be brought into position and the pieces of material should be pressed against the heating plate with the desired melting pressure. The purpose for the higher pressure melting time is to assure that the material makes solid contact with the heating element.
Once a bead has formed along the entire weld area, the pressure should be dropped to a nominal heating pressure. This pressure should be sufficient to hold the pieces against the element, but prevent excessively large beads from forming. The goal is to heat up the fusion area without pushing molten material out of the weld zone.
With microprocessor controlled machines, the melting time is preset and can be extended, stopped, or reprogrammed, depending on the accuracy of the cut. The better the cut, the shorter the melting time. The optimum heating pressure for butt welding Corzan CPVC is approximately 30 psi (20 N/cm2).
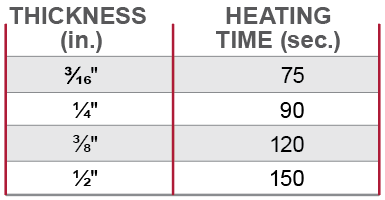
The time that the plastic should be held against the element under the heating pressure is dependent on the thickness of the sheet. Typical optimum heating times for CPVC sheet are shown below.
Optimum Heating Time
When the heating time is complete, the element should be removed and the pieces brought together as quickly as possible. The optimum changeover time is less than three seconds. Then, the pressure should be brought up to the desired fusion pressure, which should be maintained for a period of time which is dependent on the thickness of the sheet. The optimum welding pressure for Corzan CPVC sheet is typically 95 to 100 psi (65 to 70 N/cm2).
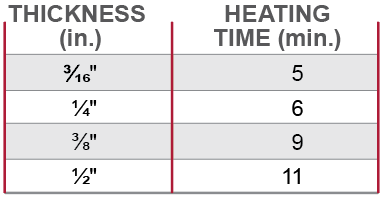
The optimum fusion times for CPVC sheet are given below.
Optimum Fusion Times
Welding Corzan Sheet and Pipe
It is possible to weld sheet and pipe together. It is important, however, to remember that the sheet and pipe will heat differently when welded at different speeds. As a result, it will appear that the adhesion to the pipe is not as good as it is to the sheet.
Follow these recommendations to ensure a successful bond:
- Solvent
wipe the surface to be welded prior to heating using acetone. This will help to etch the surface to be welded. - Preheat the pipe surface to be welded, in addition to the tack welding to be performed.
- Use a thicker welding rod (i.e. 4 mm) so that the heating time is longer.
Ready to Get Started?
Contact us for a free process suitability and technical consultation. We want to make sure you get the localized support and information you need to take your project from blueprint to completion.
