
Láminas y Revestimientos
El Principio de la Soldadura Termoplástica
Con el fin de soldar termoplásticos, el material debe calentarse para lograr su estado de fusión. Las piezas a soldar deben entonces presionarse juntas con una cierta cantidad de presión durante una cantidad de tiempo dada. El calor y la presión permitirán que las moléculas de la superficie se entrelacen, fusionando las partes juntas.
Soldadura de Aire Caliente a Alta Velocidad
Los componentes del sistema Corzan® CPVC pueden ser soldados con aire caliente para dar aproximadamente el 80% de la resistencia a la tracción de la lámina sólida. El desempeño real dependerá del equipo utilizado, las condiciones de soldado utilizadas, y la técnica individual de la persona que hace la soldadura. Como resultado, las recomendaciones dadas en esta página pretenden ser lineamientos generales y no garantizan el desempeño real.
Los Básicos al Soldar Corzan® CPVC con Aire Caliente
- Aire limpio, seco
- Control preciso de temperatura
- Bordes biselados en el material de base
- Superficie y varilla de soldadura pulida o raspada
- Material de base y varilla, ambos de Corzan® CPVC
- Diámetro de varilla ideal 1/8 – 5/32 pulg.
- Rango de temperatura óptimo
-
o 710-800°F (375-425°C) – Esfera Seleccionada
- o 710-800°F (375-425°C) – Esfera Seleccionada o 680-770°F (360-410°C) – Medida y ajustada – 3/16 pulg. (5mm) dentro de la abertura principal de la punta de soldar.
-
- Flujo de aire óptimo: 40-60 lpm
Equipo
Al soldar termoplásticos, la calidad del aire utilizado como el medio de transferencia de calor es un factor crítico en la calidad de la soldadura.
La soldadura de aire caliente a alta velocidad requiere el uso de aire que se suministra a baja presión y alto volumen y está libre de aceite y humedad. Los compresores de taller comunes generalmente no suministran aire de calidad adecuada para su uso en soldadura de aire caliente a alta velocidad. Muchos fabricantes de equipos de soldadura de aire caliente también tienen sopladores disponibles que son específicamente adecuados para este propósito.
Cuando los componentes del sistema Corzan® CPVC se están soldando, la precisión del equipo de control de temperatura es tan importante como la calidad del aire. El rango de temperatura óptimo para soldar los componentes del sistema Corzan® CPVC es típicamente un poco más estrecho que para otros termoplásticos, como las poliolefinas. La calidad de la soldadura producida depende, por lo tanto, de tener una temperatura constante en la punta de soldadura.
El equipo de soldadura para uso con componentes del sistema Corzan® CPVC preferiblemente debe controlar la temperatura regulando la potencia al elemento de calentamiento, no variando el flujo de aire. La disposición ideal de control de temperatura para soldar componentes del sistema Corzan® CPVC debe incorporar controles de circuito cerrado, que mantienen la temperatura constante incluso cuando el flujo de aire o los voltajes de suministro fluctúan.
Una punta de soldar para alta velocidad está diseñada para realizar tres funciones:
- Precalentar el material de base
- Guiar y precalentar la varilla de soldadura
- Aplicar presión al área de soldadura
Preparación del Material
Las puntas de las piezas de material a unir deben estar biseladas con el fin de producir la mejor soldadura. El bisel se debe producir con una sierra ajustable, un enrutador u otra herramienta adecuada. El ángulo entre los biseles de las dos piezas a unir debe ser de entre 60 y 70°, excepto cuando una pieza se una perpendicularmente con otra, en cuyo caso, el ángulo se reduce a 45°.
Las piezas a ensamblar deben estar muy limpias. Para eliminar los residuos de la superficie, se recomienda lijar o raspar levemente con una cuchilla afilada en el área a soldar y la varilla de soldadura. La acetona es el único solvente que es adecuado para limpiar la zona a soldar. Otros solventes pueden tener efectos potencialmente negativos en Corzan® CPVC.
En caso de que a la unión no se le vayan a aplicar puntos antes de soldar, se recomienda dejar un espacio de 0.5 a 1 mm de ancho entre las dos piezas a unir para que el material de soldadura pueda penetrar en la raíz del bisel y rebosar ligeramente en el otro lado. En caso de que a las partes se les vayan a aplicar puntos, deberán unirse sin ningún espacio. Las partes a unir deberán ser montadas firmemente en su lugar con las abrazaderas adecuadas según sea necesario.
Selección de Varilla de Soldadura
Cuando se unen las partes de Corzan® CPVC, la varilla de soldadura seleccionada deberá ser producida también de Corzan® CPVC. Se puede utilizar varilla triangular en donde el aspecto de la unión sea el factor más importante, pero se deberá usar varilla de soldadura redonda cuando se desee integridad estructural.
Aunque la varilla de soldadura comúnmente está disponible en tamaños de hasta ¼ de pulgada (6 mm) de diámetro, las uniones más fuertes se logran usando varillas en diámetros más pequeños con múltiples cordones según sea necesario. Con el fin de obtener la soldadura más fuerte con la varilla de soldadura Corzan® CPVC, se recomienda usar varillas no mayores a 5/32 pulg. (4 mm) de diámetro.
Es importante hacer coincidir el diámetro de la punta de soldar con el diámetro de la varilla seleccionada. Una punta de tamaño extra afectará negativamente la guía y la presión aplicada a la varilla y también puede cortar las partes que se están soldando.
Soldadura por Puntos
El primer paso en el proceso es la soldadura por puntos. El objetivo es poner las piezas en su lugar, alinearlas y evitar cualquier deslizamiento del material durante el proceso de soldado estructural.
Las tachuelas se hacen con una punta puntiaguda para el calzado. El operador coloca la punta de tachado directamente sobre el material a soldar y lo dibuja a lo largo de la unión. El aire caliente del soldador suaviza el material, y la presión aplicada por el operador a la punta fusiona el material. Se puede usar soldadura por puntos o puntos continuos según sea necesario. Las estructuras más grandes o los materiales de espesor grueso pueden requerir sujeción adicional.
Cualquier tanque debe ser soldado por puntos continuamente para lograr una conexión libre de fugas. Esto evita que las soluciones penetren entre la pared del tanque y la parte inferior en caso de un problema con la soldadura de relleno.
El Proceso de Soldadura
El rango de temperatura óptimo para el soldado con aire caliente de los componentes del sistema Corzan® CPVC depende del tipo de equipo de soldadura que se utilice y de la forma en que se mide la temperatura..
Si el soplete incorpora controles de circuito cerrado, que mantienen la temperatura seleccionada en un ajuste de dial, el rango óptimo es típicamente de 710 a 800°F (375 a 425°C). Si la temperatura no se puede seleccionar directamente en un ajuste de dial, debe ser medida por el operador y luego ajustada variando la potencia al elemento de calentamiento o regulando el flujo de aire. La temperatura debe medirse con un pirómetro de aproximadamente 3/16 pulg. (5 mm) dentro de la abertura principal de la punta de soldar de alta velocidad. Cuando la temperatura se controla de esta manera, la temperatura óptima para soldar los componentes del sistema Corzan® CPVC es típicamente de 680 a 770°F (360 a 410°C).
La temperatura real dentro del rango que producirá la mejor soldadura dependerá de una serie de factores y debe ajustarse en consecuencia. La lista de variables incluye, pero no se limita a:
- Diámetro de la varilla
- Marca de la varilla
- Velocidad de soldadura
- Temperatura ambiente
Para facilitar el inicio de la soldadura, se puede cortar un ángulo agudo en el extremo de la varilla de soldadura. La varilla de soldadura no debe insertarse en la punta de soldar de alta velocidad hasta inmediatamente antes de que el operador esté listo para comenzar a soldar. De lo contrario, la varilla puede arder.
Para comenzar a soldar, el operador debe agarrar el soplete como una daga, con la línea de aire alejándose de su cuerpo o sobre el hombro para que pueda operar rápida y suavemente una vez que ha comenzado.
Sosteniendo la punta de soldar aproximadamente 8 cm por encima del área a soldar para evitar quemar el material antes de comenzar el trabajo, inserte la varilla de soldadura en el tubo de precalentamiento y luego coloque la puntera puntiaguda en el material en el punto inicial de soldadura. Sosteniendo la soldadora en un ángulo de aproximadamente 45°, empuje la varilla a través de la punta hasta que entre en contacto con el material de base.
Continúe alimentando la varilla con la otra mano, usando una ligera presión. Si la varilla no es guiada, la varilla de soldadura se estirará completamente. El peso de la soldadora es la única presión necesaria a medida que se tira de la soldadura a lo largo de la unión.
A medida que avanza la soldadura, la inspección visual de la soldadura puede indicar su calidad. Pueden aparecer bordes dorados o carbonizados cuando la soldadora se mueve demasiado despacio y/o se sobrecalienta. Si la varilla se ha ablandado demasiado debido al sobrecalentamiento, se estirará y romperá o aplastará. Una vez que comienza la soldadura, debe continuarse a una velocidad bastante constante. El soplete no se debe mantener quieto, ya que de lo contrario se quemará.
Para detener la soldadura antes de que se agote la varilla, el operador debe inclinar la soldadora hacia atrás, cortar la varilla con la puntera e inmediatamente quitar la varilla restante de la punta de soldar. La soldadura también puede terminarse tirando de la punta de la soldadora hacia arriba sobre la varilla restante y cortando la varilla. Para obtener mejores resultados, la punta de soldar debe limpiarse ocasionalmente con un cepillo de alambre. Se deben aplicar múltiples cordones según sea necesario hasta que la unión esté completamente llena, como se muestra en la Figura 2.
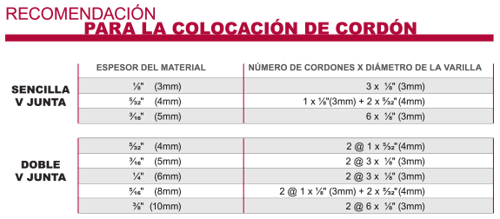
Si la unión a soldar es una unión de V doble o media V doble, los mejores resultados se obtienen si las capas de cordones se colocan alternativamente en lados opuestos de la unión. La tabla a continuación presenta recomendaciones para la disposición de cordones para diferentes espesores de material y configuraciones de unión.
Recomendaciones para Disposición de Cordones
Problemas de Tensión por Calor
Durante la soldadura con aire caliente, el material se expandirá a medida que se fuerza a su posición. Cuando se enfría, se reducirá a su volumen original. Una lámina soldada que es recta mientras aún está caliente puede doblarse después de enfriarla. El uso de una unión de V doble es una forma de evitar este problema.
Factor de Soldadura
Cuando se suelda con aire caliente de forma adecuada, puede esperarse que la lámina de Corzan® CPVC desempeñe a aproximadamente el 80% de su resistencia a la tracción nominal.
Configuración Típica de Soldadura

Haga Clic Aquí para Ver la Imagen Más Grande
