
Chapas e Revestimentos
Para soldar termoplásticos, o material deve ser aquecido para alcançar o seu estado de fusão. As peças a serem soldadas devem então ser pressionadas em conjunto com uma certa quantidade de pressão durante uma determinada quantidade de tempo. O calor e a pressão permitirão que as moléculas de superfície das peças se unam, fundindo as partes juntas.
Soldadura de ar quente de alta velocidade
Os componentes do sistema Corzan® podem ser soldados com ar quente dando aproximadamente 80% da resistência à tensão da folha sólida. O desempenho atual dependerá do equipamento utilizado, das condições de soldagem empregadas e da técnica individual da pessoa que faz a soldagem. Como resultado, as recomendações dadas nesta página destinam-se a ser guias gerais e não garantem o desempenho atual.
Os fundamentos da soldadura de ar quente Corzan® CPVC
- Garanta que o ar esteja limpo e seco
Adote um controle preciso da temperatura; - As bordas no material base devem estar chanfradas;
- Lixe e raspe a superfície e a vareta de soldagem;
- Utilize material base e vareta Corzan® CPVC
- Diâmetro ideal das varetas: 1/8 - 5/32 polegadas;
- Faixa de temperatura ideal:
- 710-800°F (375-425°C) – Indicador Selecionado;
- 680-770°F (360-410°C) - Medido e ajustado - 3/16 polegadas (5mm) dentro da abertura principal da ponta de soldagem; - Fluxo de ar ideal: 40-60 lpm.
Equipamento
Quando os materiais termoplásticos estão sendo soldados, a qualidade do ar utilizado como meio de transferência de calor é um fator essencial na qualidade da solda.
A soldadura de ar quente de alta velocidade requer o uso de ar que é fornecido a baixa pressão e alto volume e está livre de óleo e umidade. Normalmente, os compressores no mercado em geral não fornecem ar de qualidade adequada para uso em solda de ar quente de alta velocidade. Muitos fabricantes de equipamentos de soldagem de ar quente também possuem ventiladores disponíveis especificamente para este fim.
Quando os componentes do sistema da Corzan® estão sendo soldados, a precisão do equipamento de controle de temperatura é tão importante quanto a qualidade do ar. A série de temperaturas ideais para soldar os componentes do sistema Corzan® é, em feral, ligeiramente mais estreita do que para outros termoplásticos, como as poliolefinas. A qualidade da soldadura produzida é, portanto, dependente de ter uma temperatura constante na ponta de solda.
O equipamento de soldagem para uso com componentes do sistema da Corzan® preferencialmente deve controlar a temperatura, regulando a potência do elemento de aquecimento, não variando o fluxo de ar. O esquema do controle de temperatura ideal para a soldagem dos componentes do sistema Corzan® deve incorporar controles em circuito fechado, que mantêm a temperatura constante mesmo quando o fluxo de ar ou as fontes de voltagem variam.
Uma ponta de soldadura de alta velocidade é desenhada para executar três funções:
- Pré-aquecer o material de base;
- Guiar e pré-aquecer a vareta de solda;
- Aplicar pressão à área de solda.
Preparação do material
As extremidades dos pedaços de material a serem unidas devem ser chanfradas para produzir a melhor solda. O chanfro pode ser produzido com uma serra ajustável, um roteador ou outra ferramenta adequada. O ângulo entre os chanfros das duas peças a serem unidas devem estar entre 60° e 70°, exceto quando uma peça está perpendicular a outra, caso em que o ângulo é reduzido para 45°.
As peças a serem montadas devem estar muito limpas. É altamente recomendado remover resíduos da superfície, fazer uma moagem leve ou raspar com uma lâmina afiada as áreas a serem soldadas (além das varetas de solda). A acetona é o único solvente que é adequado para a limpeza da área a ser soldada. Outros solventes podem ter efeitos potencialmente negativos no Corzan® CPVC.
Se a junta não for unida antes da soldagem, recomenda-se deixar uma folga de 0,5 a 1 mm de largura entre as duas peças a serem unidas para que o material de soldagem possa penetrar na raiz do chanfro e deslocar ligeiramente sobre o outro lado. Se as partes forem colocadas primeiro, elas devem ser unidas sem espaço. As peças a serem unidas devem ser montadas firmemente no lugar com as braçadeiras apropriadas conforme seja necessário.
Seleção de varetas de soldagem
Quando as peças Corzan® CPVC estão sendo unidas, a vareta de soldagem selecionada também deve ser produzida a partir do Corzan® CPVC. A vareta triangular pode ser usada onde o aparência da junta é o fator mais importante, mas a vareta de soldagem redonda deve ser usada quando a integridade estrutural é desejada.
Embora a vareta de soldagem esteja comumente disponível em tamanhos de até 1/4 de polegada (6 mm) de diâmetro, as juntas mais fortes são obtidas usando uma vareta de diâmetros menores com múltiplos grânulos, conforme necessário. Para obter a solda mais forte com a vareta de solda Corzan®, recomenda-se a utilização de varetas não maiores que 5/32 polegadas (4 mm) de diâmetro.
É importante combinar o diâmetro da ponta de solda com o diâmetro da vareta selecionada. Uma ponta grande afetará negativamente a orientação, e a pressão aplicada à vareta também pode cortar as peças que estão sendo soldadas.
Soldadura aderente
O primeiro passo no processo é a aderência da soldagem. O objetivo é colocar as peças no lugar, alinhá-las e evitar qualquer deslize do material durante o processo estrutural de soldagem.
A aderência é feita com uma ponta bicuda igual a de sapato. O operador coloca a ponta de aderência diretamente sobre o material a ser soldado e o desenha ao longo da junta. O ar quente do soldador suaviza o material, e a pressão aplicada pelo operador na ponta funde o material em conjunto. Uma aderência da soldagem contínua ou manual pode ser utilizada conforme necessário. Estruturas maiores ou materiais de calibre grosso podem requerer um aperto adicional.
Qualquer tanque deve ser soldado de forma contínua para obter uma conexão livre de vazamentos. Isso previne que as soluções penetrem entre a parede do tanque e o fundo em caso de problema com o preenchimento com a solda.

O processo de soldagem
A escala de temperatura ideal para a soldagem por ar quente dos componentes do sistema Corzan® depende do tipo de equipamento de soldagem que está sendo usado e da maneira como a temperatura é medida.
Se o maçarico incorpora controles em circuito fechado, que mantêm a temperatura selecionada no indicador , a faixa ideal é tipicamente entre 710° e 800°F (375° a 425°C). Se a temperatura não puder ser selecionada diretamente no indicador, ela deve ser medida pelo operador e, em seguida, ajustada variando a potência do elemento de aquecimento ou regulando o fluxo de ar. A temperatura deve ser medida com um pirômetro de aproximadamente 3/16 polegadas (5 mm) dentro da abertura principal da ponta de solda de alta velocidade. Quando a temperatura é controlada desta maneira, a temperatura ideal para soldar os componentes do sistema Corzan® é tipicamente de 680° a 770°F (360° a 410°C).
A temperatura atual dentro da escala que produzirá a melhor solda dependerá de uma série de fatores e deve ser ajustada de acordo. A lista de variáveis inclui, mas não está limitada a:
- Diâmetro da vareta;
- Marca da vareta;
- Velocidade da soldagem;
- Temperatura ambiente.
Para facilitar a iniciação da soldagem, um ângulo afiado pode ser cortado na extremidade principal da vareta de solda. A vareta de solda não deve ser inserida na ponta da solda de alta velocidade até que o operador esteja pronto para começar a soldar. Caso contrário, a vareta pode queimar.
Para começar a soldar, o operador deve segurar o maçarico como uma adaga, alinhado mas que se afaste do corpo ou sobre o ombro para que ele possa operar rápido e suavemente, uma vez que tenha começado.
Segurando a ponta da solda aproximadamente a 8cm acima da área a ser soldada para evitar que escorregue o material antes do início do trabalho, insira a vareta de solda no tubo de pré-aquecimento e, em seguida, coloque uma ponta bicuda igual a de sapato no material no ponto de partida da solda. Segurando o soldador em aproximadamente um ângulo de 45°, empurre a vareta através da ponta até entrar em contato com o material de base.
Continue sustentando a vareta com a outra mão, usando uma ligeira pressão. Se a vareta não for guiada, a vareta de solda se esticará completamente. O peso do soldador é a única pressão necessária à medida que a solda é puxada ao longo da junta.
À medida que a soldagem avança, a inspeção visual da solda pode indicar sua qualidade. As bordas amarronzadas ou carbonizadas ocorrem quando o soldador está se movendo muito devagar e/ou há um superaquecimento. Se a vareta foi amolecida demais por superaquecimento, ela se esticará e quebrará ou se achatará. Uma vez que a soldagem comece, deve continuar a uma taxa de velocidade bastante constante. O maçarico não deve ficar parado, ou resultará em uma queima.
Para parar de soldar antes de utilizar a vareta, o operador deve inclinar o soldador para trás, cortar a vareta com a ponta e remover imediatamente a vareta restante da ponta de solda. A soldagem também pode ser terminada puxando a ponta do soldador para cima sobre a ponta restante e cortar a vareta.
Para obter melhores resultados, a ponta de soldagem deve ser limpa ocasionalmente com uma escova metálica. Múltiplos grânulos devem ser aplicados conforme necessário até a junção estar completamente preenchida, como mostrado na Figura 1.

Imagem 1: recomendações para colocação de grânulos
Problemas de tensão térmica
Durante a soldagem por ar quente, o material se expandirá à medida que for forçado a posicionar-se. Quando for resfriado ele encolherá de volta ao seu volume original. Uma folha soldada fica reta enquanto ainda está quente mas pode ficar dobrada após o resfriamento. Usar uma junta V dupla é uma forma de evitar esse problema.
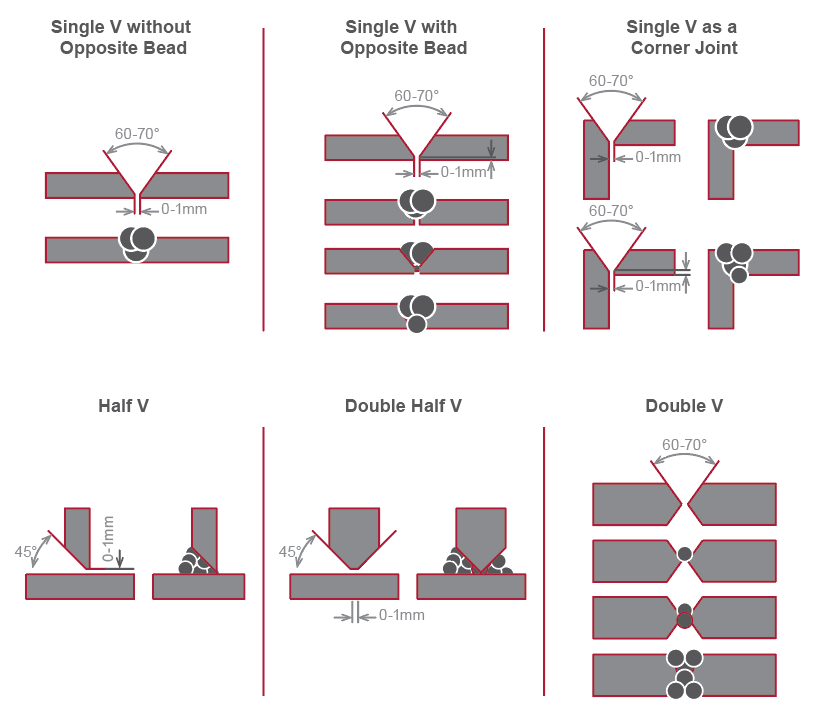
Imagem 2: configurações de juntas típicas soldadas
Fator de solda
Quando o ar quente é aplicado de forma adequada durante o processo de soldagem, a chapa de CPVC Corzan® pode atingir aproximadamente 80% de sua resistência nominal à tração, garantindo desempenho mecânico consistente após a união.
