
Láminas y Revestimientos
El Principio de la Soldadura Termoplástica
Con el fin de soldar termoplásticos, el material debe calentarse para lograr su estado de fusión. Las piezas a soldar deben entonces presionarse juntas con una cierta cantidad de presión durante una cantidad de tiempo dada. El calor y la presión permitirán que las moléculas de la superficie se entrelacen, fusionando las partes juntas.
Soldadura de Placa Caliente (A Tope)
La soldadura a tope de termoplásticos implica sujetar dos piezas del material con presión definida contra un elemento de placa calentada hasta que el material se funda. Las dos piezas se juntan rápidamente y se mantienen con una presión definida para que se fusionen en una sola pieza. Algunos de los usos más comunes para la soldadura a tope son unir: :
- Dos piezas de lámina plana
- Ambos extremos de una lámina enrollada o doblada para crear una forma redonda o rectangular
- Segmentos de tubería juntos para formar conexiones fabricadas.
Las siguientes recomendaciones se basan principalmente en el trabajo con láminas, pero podrían ser modificadas por un soldador experimentado para trabajar con tuberías.
Los Básicos al Soldar Corzan® CPVC con Soldadura de Placa Caliente (A Tope)
Los siguientes son aspectos y números básicos para conocer cuando soldar Corzan® CPVC con soldadura de placa caliente o a tope:
- Utilice un elemento de calentamiento recubierto con PTFE (politetrafluoroetileno)
- Controle la temperatura con precisión
- Tiempo de cambio: menor a 3 segundos
- Temperatura óptima: 440 a 445!F (225 a 230°C)
- Presión de fusión óptima: 95 a 100 psi (65 a 70 N/cm2)
- Presión de calentamiento óptima: 30 psi (20 N/cm2)
- Presión de soldadura óptima: 95 a 100 psi (65 a 70 N/cm2)
- Los tiempos de calentamiento y
soldado/fusión dependen del espesor del material (ver tablas)
Equipo
El elemento de calentamiento debe ser acero inoxidable recubierto con PTFE para evitar que el plástico fundido se pegue al elemento.
El elemento de calentamiento debe mantenerse muy limpio. Si es necesario, se puede usar un trapo de algodón limpio o una toalla de papel para limpiar cualquier residuo.
El control de la temperatura del elemento de calentamiento es muy importante cuando la lámina de Corzan® CPVC es soldada a tope. La soldadura a tope de la lámina de Corzan® CPVC debe realizarse en un área libre de corrientes de aire para mantener el mejor control de temperatura posible.
El tiempo de cambio, durante el cual se retira el elemento y las dos piezas de plástico calentado se presionan juntas para formar la soldadura, debe ser lo más corto posible. Idealmente, el tiempo de cambio no debería ser mayor a tres segundos.
Preparación del Material
Los bordes de las piezas de material a soldar deben ser tan cuadrados como sea posible para que contacten con el elemento de calentamiento y entre sí de manera uniforme. Los restos de corte y cualquier aceite o suciedad deberán retirarse del área de soldado. Las piezas a soldar deben estar limpias y secas. No se deberán utilizar disolventes para limpiar las superficies a soldar.
El Proceso de Soldadura
El elemento de calentamiento debe ajustarse a la temperatura de soldadura deseada. La temperatura óptima para soldar a tope la lámina de Corzan® CPVC es típicamente de 437 a 446°F (225 a 230°C)..
Con una máquina controlada por microprocesador, solo se deben programar el espesor y la longitud de la lámina, así como
Con una máquina no controlada por microprocesador, el operador tiene que calcular la superficie de soldadura, luego multiplicar la sección transversal con la presión de fusión/fundición óptima y configurar los medidores de la máquina en consecuencia. Aquí, también, la temperatura y los tiempos tienen que ajustarse manualmente.
Una vez que la máquina está configurada, láminas hojas se insertan a ambos lados de la mesa firmemente contra la barra de fijación y se sujetan. El elemento de calentamiento debe colocarse en posición y las piezas de material deben presionarse contra la placa de calentamiento con la presión de fusión deseada. El propósito del tiempo de fusión a presión más alta es garantizar que el material haga contacto sólido con el elemento de calentamiento..
Una vez que se ha formado un cordón a lo largo de toda el área de soldadura, la presión debe reducirse a una presión de calentamiento nominal. Esta presión debería ser suficiente para mantener las piezas contra el elemento, pero evitar que se formen cordones excesivamente grandes. El objetivo es calentar el área de fusión sin empujar el material fundido fuera de la zona de soldadura.
Con máquinas controladas por microprocesador, el tiempo de fusión está preestablecido y puede ampliarse, detenerse o reprogramarse, dependiendo de la precisión del corte. Cuanto mejor sea el corte, menor será el tiempo de fusión. La presión de calentamiento óptima para la soldadura a tope de Corzan® CPVC es de aproximadamente 30 psi (20 N/cm2).
El tiempo que el plástico debe mantenerse contra el elemento bajo la presión de calentamiento depende del grosor de la lámina. Los tiempos de calentamiento óptimos típicos para la lámina de CPVC se muestran a continuación.
Tiempo de Calentamiento Óptimo
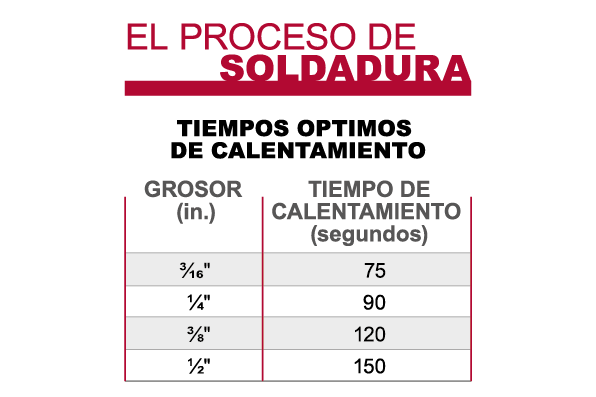
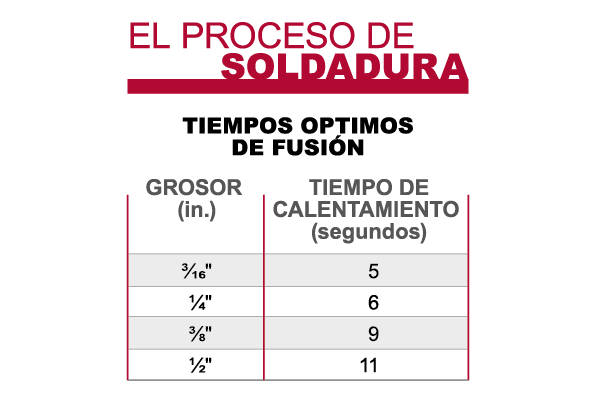
Cuando el tiempo de calentamiento se haya completado, el elemento se debe quitar y juntar las piezas lo más rápido posible. El tiempo de cambio óptimo es menor a tres segundos. Luego, la presión debe elevarse hasta la presión de fusión deseada, la cual debe mantenerse durante un período de tiempo que depende del espesor de la lámina. La presión de soldadura óptima para la lámina de Corzan® CPVC es típicamente de 95 a 100 psi (65 a 70 N/cm2).
Los tiempos de fusión óptimos para la lámina de CPVC se dan a continuación.
Tiempo de Fusión Óptimos
Soldando Láminas y Tuberías de Corzan® CPVC
Es posible soldar las láminas y tuberías juntas. Sin embargo, es importante recordar que la lámina y la tubería se calentarán de manera diferente al soldarse a diferentes velocidades. Como resultado, parecerá que la adhesión a la tubería no es tan buena como lo es para la lámina.
Siga estas recomendaciones para garantizar un enlace exitoso:
- Limpie la superficie a soldar con disolvente
antes del calentamiento usando acetona. Esto ayudará a grabar la superficie a soldar. - Precaliente la superficie de la tubería a soldar, además de la soldadura por puntos a realizar.
- Utilice una varilla de soldadura más espesa (es decir, 4 mm) para que el tiempo de calentamiento sea mayor.
