
Chapas e Revestimentos
Para soldar termoplásticos, o material deve ser aquecido para atingir o seu estado de fusão. As peças a serem soldadas devem, então, ser pressionadas em conjunto com uma certa quantidade de pressão durante algum tempo. O calor e a pressão permitirão que as moléculas de superfície das peças se unam, fundindo as partes.
Soldadura das extremidades com placa quente
Esse processo envolve segurar dois pedaços do material com pressão definida contra um elemento de placa aquecida até o material derreter. As duas peças são reunidas rapidamente e mantidas com uma pressão definida de modo que elas se fundam em uma única peça.
Esse processo é bastante empregado para soldar:
- Dois pedaços de folha plana;
- Ambas as extremidades de uma folha enrolada ou dobrada para formar uma forma redonda ou retangular;
- Segmentos de tubulação para formar conexões fabricadas.
As recomendações do quadro abaixo baseiam-se principalmente no trabalho com folha, mas podem ser modificadas por um soldador experiente em trabalhos com tubulação.
Os fundamentos da soldadura (das bordas) de placa quente de CPVC Corzan®
Alguns elementos e cuidados são essenciais durante o processo de soldadura do Corzan® CPVC:
- Use um elemento de aquecimento revestido de PTFE (Politetrafluoroetileno)
- Controle com precisão a temperatura da solda
- Tempo de mudança: menos de 3 segundos;
- Temperatura ideal: 440º a 445°F (225º a 230°C)
- Pressão de fusão ideal: 95 a 100 psi (65 a 70 N/cm²)
- Pressão de aquecimento ideal: 30 psi (20 N/cm²)
- Pressão de soldagem ideal: 95 a 100 psi (65 a 70 N/cm²)
- Os tempos de aquecimento e soldagem / fusão dependem da espessura do material (ver tabelas)

Equipamentos
O elemento de aquecimento deve ser de aço inoxidável revestido de PTFE para evitar que o material fundido se cole, e deve ser mantido muito limpo. Se necessário, um pano de algodão limpo ou toalha de papel pode ser usado para limpar qualquer resíduo.
Controlar a temperatura do elemento de aquecimento é muito importante quando a folha de CPVC Corzan® é soldada na borda. A soldagem na borda da folha de Corzan® deve ser executada em uma área livre de rascunhos, a fim de manter o melhor controle de temperatura possível.
O tempo de transição, durante o qual o elemento é removido e os dois pedaços de plástico aquecidos são pressionados em conjunto para formar a solda, deve ser o mais curto possível. Idealmente, o tempo de transição não deve ser superior a três segundos.
Preparação do material
As bordas das peças do material a serem soldadas devem ser o mais quadradas possível para que elas entrem em contato com o elemento de aquecimento de forma uniforme. Devem ser removidos da área de soldagem os detritos cortados e qualquer óleo ou sujeira. As peças a serem soldadas devem estar limpas e secas. Os solventes não devem ser usados para limpar as superfícies a serem soldadas.
O processo de soldagem
O elemento de aquecimento deve ser ajustado na temperatura da soldagem desejada. A temperatura ideal para a soldagem das bordas das folhas da de CPVC Corzan® é tipicamente de 225º a 230°C (437º a 446°F).
Com uma máquina controlada por microprocessador, apenas a espessura e o comprimento da folha, bem como as pressões de fusão/soldagem, devem ser programadas; a máquina efetuará os cálculos necessários e executará as configurações necessárias em relação ao tempo e pressão.
Com uma máquina não controlada por microprocessador, o operador tem que calcular a superfície de soldagem e em seguida, multiplicar a seção transversal com a pressão ideal de derretimento/fusão e ajustar de acordo com a calibragem da máquina. Aqui, a temperatura e os tempos devem ser ajustados manualmente.
Uma vez que a máquina está configurada, as folhas são inseridas em ambos os lados da mesa contra a barra de ajuste e apertadas. O elemento de aquecimento deve ser colocado na posição e os pedaços de material devem ser pressionados contra a placa de aquecimento com a pressão de fusão desejada. O propósito do tempo de fusão de pressão mais alta é garantir que o material faça contato sólido com o elemento de aquecimento.
Uma vez que grânulos se formaram ao longo de toda a área de solda, a pressão deve cair para níveis de aquecimento nominal. Esta pressão deve ser suficiente para manter as peças contra o elemento, mas evitar a formação de grânulos excessivamente grandes. O objetivo é aquecer a área de fusão sem empurrar o material derretido para fora da zona de solda.
Com máquinas controladas por microprocessador, o tempo de fusão é predefinido e pode ser prolongado, parado ou reprogramado, dependendo da precisão do corte. Quanto melhor o corte, menor o tempo de fusão. A pressão de aquecimento ideal para a soldagem das bordas do CPVC é de aproximadamente 30 psi (20 N/cm²).
O tempo que o plástico deve ser mantido contra o elemento depende da espessura da folha. Os tempos de aquecimento ideias típicos para a folha CPVC são mostrados abaixo.
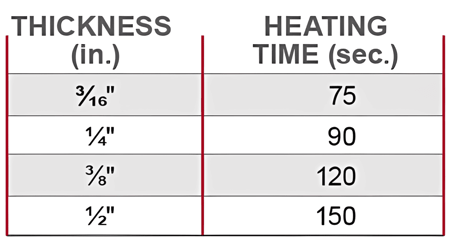
Imagem 1: tempos de aquecimento ideal para a tubulação CPVC.
Quando o tempo de aquecimento estiver completo, o elemento deve ser removido e as peças unidas o mais rápido possível. Então, a pressão deve ser levada até a fusão da pressão desejada, que deve ser mantida por um período de tempo que depende da espessura da folha. A pressão de soldagem ideal para a folha de Corzan® é tipicamente de 95 a 100 psi (65 a 70 N/cm²).
Os tempos de fusão ideias para as folhas de CPVC são apresentados abaixo.
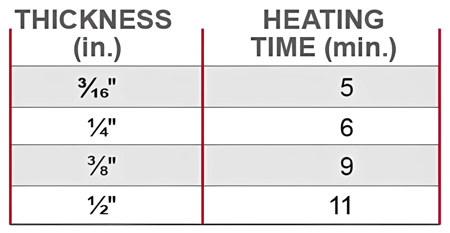
Imagem 2: tempo de fusão ideal para a tubulação CPVC.
Tubos e folhas para soldagem
É possível soldar a folha e o tubo juntos. No entanto, é importante lembrar que a folha e o tubo irão aquecer de forma diferente quando soldados a diferentes velocidades. Como resultado, parecerá que a adesão ao tubo não é tão boa quanto a folha.
Siga estas recomendações para assegurar uma união bem-sucedida:
-
Limpe com solvente a superfície a soldar antes do aquecimento usando acetona. Isso ajudará a gravar a superfície a ser soldada;
-
Pré-aqueça a superfície do tubo a ser soldada, além da soldagem a ser realizada;
-
Use uma barra de soldagem mais espessa (isto é, 4 mm) para que o tempo de aquecimento seja maior.

FAQ
O que significa “solda à prova de calor”?
O termo “solda à prova de calor” refere‑se ao processo de união química por cimento solvente utilizado em tubulações e revestimentos de CPVC Corzan®, capaz de manter sua integridade mecânica e estrutural mesmo em ambientes de alta temperatura.
Diferente de colas convencionais, essa solda promove a fusão molecular entre o tubo, a conexão ou a chapa, criando uma junta permanente que se comporta como uma continuação do próprio material — mesmo sob condições térmicas elevadas.
Em quais aplicações industriais ela é indicada?
A solda à prova de calor do sistema Corzan® é indicada para aplicações industriais que envolvem:
- Transporte de fluidos quentes
- Processos químicos com temperaturas elevadas
- Ambientes industriais agressivos
- Linhas de processo, drenos, exaustão e revestimentos
- Indústrias química, petroquímica, mineração, papel e celulose, tratamento de efluentes, entre outras
Essas aplicações exigem não apenas resistência térmica, mas também estabilidade química e mecânica ao longo do tempo, características do CPVC industrial.
Qual a faixa de temperatura suportada?
Os sistemas Corzan® CPVC podem operar continuamente em temperaturas elevadas, normalmente até cerca de 90 °C, dependendo da aplicação, do fluido transportado e das condições de pressão.
É importante destacar que:
- A temperatura máxima admissível varia conforme o projeto
- A relação entre temperatura e pressão deve sempre ser avaliada
- As tabelas técnicas do Corzan® devem ser consultadas para cada caso
Esse desempenho torna o CPVC Corzan® mais adequado que muitos termoplásticos convencionais em ambientes térmicos severos.
Como escolher a solução certa para ambientes com alta temperatura?
A escolha da solução ideal envolve analisar alguns fatores críticos:
- Temperatura contínua e picos térmicos do processo
- Tipo de fluido e sua agressividade química
- Pressão de operação do sistema
- Necessidade de revestimento, tubulação ou peças fabricadas
- Normas técnicas e requisitos de segurança do projeto
Corzan® oferece folhas, revestimentos, tubos e conexões desenvolvidos para trabalhar de forma integrada, garantindo desempenho confiável em ambientes industriais de alta exigência térmica.
Quais cuidados e limitações devem ser considerados?
Embora a solda à prova de calor do Corzan® seja altamente confiável, alguns cuidados são essenciais:
- Utilizar cimento solvente específico para CPVC Corzan®
- Respeitar rigorosamente os tempos de cura, especialmente antes da pressurização
- Seguir os procedimentos corretos de preparação das superfícies
- Considerar dilatação térmica no projeto e na instalação
- Não operar fora dos limites de temperatura e pressão recomendados
O cumprimento dessas boas práticas garante a durabilidade, segurança e desempenho da junta soldada ao longo da vida útil do sistema.

