
Sheet and Lining
열가소성 수지용접의원리
열가소성플라스틱을용접하기위해서는재료를용해상태에도달하기위해가열해야합니다. 그런다음용접할부품을일정시간동안일정한압력으로함께눌러야합니다. 열과압력은부품들의표면분자가서로맞물리게하여부품들을융합하게합니다.
핫플레이트(맞대기) 용접
열가소성수지의맞대기용접은두 재료를 가열된플레이트에 규정된 압력을 가해 고정시킨 후 재료가 녹게 되면 이 두 재료를 빠르게맞대어접합하며,규정된압력으로고정시켜하나의조각으로융합시킵니다.
핫 플레이트용접의가장일반적인용도는아래제품을접합하는것입니다:
- 두 장의평면시트
- 둥글거나직사각형을형성하는압연또는굽힘가공한시트의양끝
- 가공식피팅을제작하기위한파이프조각.
다음권고사항은주로시트작업에적용되지만, 배관작업을위해경험이풍부한용접사가수정 적용할수있습니다.
Corzan® CPVC 핫플레이트(맞대기) 용접의필수조건
Corzan® CPVC:의 핫플레이트또는맞대기용접시알아야할필수조건과 그 수치는 다음과같습니다.
- PTFE(Polytetrafluoroerethylene) 코팅된가열소자사용
- 정확한온도제어
- 전환시간: 3초이하
- 최적온도: 440~445°F(225~230°C)
- 최적용해압력: 95~100psi(65~70N/cm2)
- 최적가열압력 : 30 psi (20 N/cm2)
- 최적용접압력 : 95~100 psi (65~70 N/cm2)
- 가열및용접/융착시간은재료두께에따라다름(표참조)
장비
가열소자는용해된플라스틱이소자에고착되지않도록 PTFE 코팅된스테인리스스틸이어야합니다.
가열소자는매우깨끗하게유지되어야합니다. 필요하다면깨끗한면헝겊이나종이타월을사용하여잔여물을닦아낼수있습니다.
Corzan CPVC 시트를맞대기용접할때는가열소자의온도를제어하는것이매우중요합니다. Corzan CPVC 시트의맞대기용접중에는온도제어를최대한일정하게유지하기위해통풍이없는장소에서수행해야합니다.
소자를제거하고가열된플라스틱모재두개를함께눌러용접을형성하는전환시간은가능한짧아야합니다. 이상적으로전환시간은 3초이하가되어야합니다.
모재준비
용접할재료의가장자리는가능한한사각형이되어가열소자와균일하게접촉해야합니다. 절단부스러기와오일또는먼지는용접부위에서제거해야하며,용접할모재는깨끗하고건조해야합니다. 용접할표면을청소하는데솔벤트를사용해서는안됩니다.
용접절차
가열소자는원하는용접온도로설정되어야합니다. Corzan CPVC시트맞대기용접을위한최적의온도는일반적으로437~446°F(225~230°C)입니다.
마이크로프로세서제어식기계에서는시트두께와길이뿐아니라용해/용접압력도프로그래밍해야합니다. 그런다음기계는필요한계산을수행하여 필요한시간과압력을 설정합니다.
비마이크로프로세서제어기계를 이용할 때,작업자는용접표면을계산한다음단면적과최적의용해/용융압력을곱하고그에따라기계게이지를설정해야합니다. 여기서온도와시간은수동으로조정해야합니다.
일단기계가설치되면, 시트를 테이블 양쪽에 삽입 후셋팅바에단단히고정시킨다. 가열소자는제위치에놓고, 모재는원하는용해압력으로가열플레이트에대고누릅니다. 높은압력용해시간의목적은모재가가열소자와확실히접촉하는것입니다.
비드가전체용접부위를따라형성되면압력을공칭가열압력까지떨어뜨려야한다. 이압력은모재들이소자에 접하도록충분해야하지만지나치게큰비드가형성되는것을막아야합니다. 목표는용융된재료를용접구역밖으로밀어내지않으면서융접영역을가열하는것입니다.
마이크로프로세서제어식기계를사용하면용해시간이사전설정되며절단정확도에따라연장, 정지또는재프로그래밍할수있습니다. 더정확하게자를수록녹는시간은짧아집니다. Corzan CPVC의맞대기용접을위한최적의가열압력은약 30 psi(20 N/cm2)입니다.
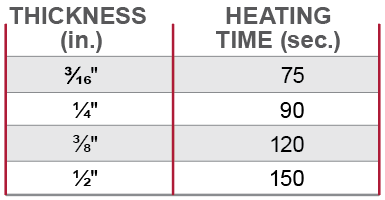
플라스틱을 가열압력하에서소자에 접촉하고 유지하는시간은시트의두께에따라달라집니다. CPVC 시트의전형적인최적가열시간은다음과같습니다.
.
최적가열시간
가열시간이완료되면요소를제거하고가능한한빨리부품을결합해야한다. 최적의전환시간은 3초이하입니다. 그런다음원하는융접압력까지압력을올려야하며, 이압력은시트의두께에따라달라지며일정시간동안유지되어야합니다. Corzan CPVC 시트의최적용접압력은일반적으로 95~100psi(65~70N/cm2)입니다.
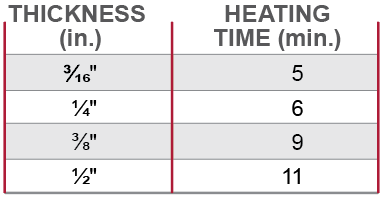
CPVC 시트의최적융접시간은다음과같다.
최적융접시간
용접Corzan시트및파이프용접
시트와파이프를함께용접하는 것도 가능합니다. 그러나다른속도로용접할경우시트와파이프를다르게가열해야 한다는점을명심해야합니다. 그로인해, 시트대파이프의접착력이시트 대 시트만큼좋지않은것으로보일 수도 있습니다.
성공적인결합을 위해다음권장사항을따르세요:
- 아세톤을사용하여가열하기전에용접할표면을닦으십시오. 이렇게하면용접할표면을에칭하는데도움이됩니다.
- 용접할파이프표면을예열하고, 가용접합니다.
- 가열시간이길어지도록두꺼운용접봉(즉, 4 mm)을사용합니다.
