

Contrary to what some may assume, Lubrizol Advanced Materials does not produce the final CPVC products used in plumbing and hydronic service. Instead we engineer and manufacture CPVC compound from PVC resin, as the chart below depicts.
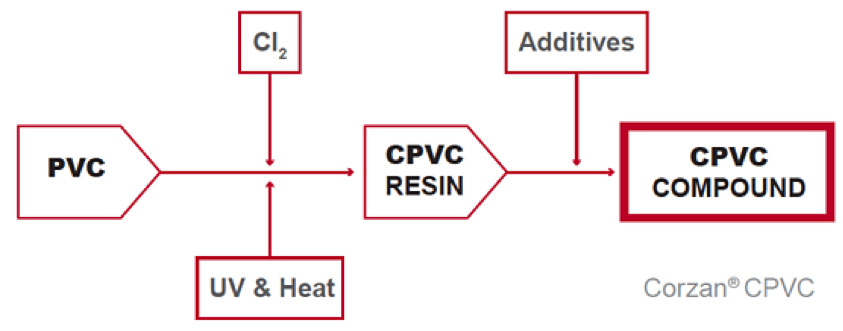
Corzan® CPVC pelletized or powder compound is derived from a proprietary formulation and is in no way identical to generic CPVC in terms of performance attributes. Regardless of what final form the compound takes, Corzan CPVC will provide inherent resistance to corrosion, high temperatures and high pressures.
For our partner manufacturers, we fortify the CPVC resin with additives to provide superior strength, UV resistance and improved processability. Our partners in turn transform the pellets or powder compound into piping and fittings for end users. But how does Corzan Piping Systems ensure consistent quality regardless of when, where or by whom the product is manufactured? Because while the specific formulation of the compound is necessary to achieve performance, it is not sufficient on its own. Equally important is the quality of the processing of the CPVC compound into pipe and fittings. To assure that, our partner manufacturers must live up to rigorous quality standards on an ongoing basis.
The Role of Partner Manufacturers
Once a partner manufacturer receives Corzan CPVC compound, it is either extruded or injection molded, depending on the geometry of the desired product.
Extrusion is the process used to manufacture long, continuous shapes such as piping. Die tooling is performed to yield a specific pipe schedule size.
An extruder is typically equipped with a specific twin-screw geometry for plasticizing the compound, which accounts for the heat and shear sensitivity of CPVC resin. Pipe die tooling is designed to accommodate the high viscosity flow characteristics of the compound once it is plasticized to reduce stress and flow shear when forming the pipe in the die-head. Both the extruder and the tooling remain proportional to the size of pipe being manufactured, ranging from 1/4” to 24” depending on the application.
For shapes such as fittings, valves and flange adapters, manufacturers employ a high-volume process known as injection molding.
In all processes, the CPVC compound must be melted down using heat and pressure. The CPVC molecules disentangle and are molded into the proper geometry before entangling as the product cools and hardens. Higher heat and pressure result in better molecular entanglement, and thus, more durable CPVC products.
Quality Assurance Program
Each manufacturer is free to establish and optimize its own manufacturing processes to ensure the greatest efficiency. At the same time, there is a quality assurance program all Corzan Piping Systems partners must comply with.
This program requires manufacturers to test samples from the line in a control lab near the production facility. The testing frequency and method varies. As an example, pipe dimensions must be measured at the beginning of every shift and hourly. In the event that a sample does not meet the requirement, all preceding products must be pulled and examined. The machine is also recalibrated and tested to ensure the issue is resolved.
Our and our partners’ manufacturing facilities are all ISO 9000 certified, confirming their consistent quality management system standards. It’s also worth noting that typically manufacturers also establish their own quality assurance programs that exceed even our own criteria, based on ASTM standards.
The following attributes are required to be tested at defined intervals to assure product consistency and quality.
Pipe and Fitting Dimensions
Dimensions for each pipe and fitting size must be measured for appropriate diameter, wall thickness and length.
ASTM D2122 defines the tolerance level of each measurement. Notably, the Corzan Quality Assurance Program’s room for error is slightly less than that of the ASTM standard. The diameter of each piece must be within a certain range to enable proper joining of pipes and fittings.
For wall thickness, the measurement must be at or above a certain size, as a thinner pipe may not exhibit the same pressure rating or may require more frequent support or hangers.
Pipe Impact
The impact resistance of a given manufactured pipe indicates its suitability for service and quality of processing. A poorly processed pipe will not pass the falling weight test, and if a sample does not pass that test, it likely means the CPVC molecules did not fully entangle when forming the pipe. Those that fail could break during handling, installation or while in service.
Partner manufacturers must perform the falling weight test once per shift to determine impact resistance. ASTM D2444 prescribes how the falling weight test is to be performed, including:
- The kind and shape of the weight used
- The height at which the weight is dropped
- How many samples are used
- What is considered a pass or a fail
Pipe Flattening
Similar to the impact resistance test, pipe flattening demonstrates how well the pipe material has been forced and fused together. If not formed effectively, the pipe will prematurely break during the flattening test. ASTM 441 outlines the test method and what qualifies as a successful test.
To perform the test, two parallel plates must compress the sample until the distance between the two plates is 40 percent of the outside diameter of the pipe or until the walls of the pipe touch, whichever occurs first.
Though not required, if processed correctly, the vise should be able to squeeze the pipe until the pipe walls touch. And once removed from the plates, the CPVC should return to a close approximation of its original shape.
Pipe Burst
The burst pressure test is performed with five samples and helps to demonstrate proper extrusion. Not only should piping meet the pressure rating expected of the material, it should perform well beyond that rating. Similar to the preceding tests, this will signify if quality processing has taken place.
According to ASTM 441, a pipe specimen is filled with water at 73°F (23°C) and pressurized until the pipe inevitably bursts. The standard lists the minimum psi each pipe size and schedule must meet to be considered a pass.
Fitting Burst
Fittings are susceptible to weakness at the knit line. During injection molding, the melted compound is injected into the mold and flows around the center. The knit line is where the melted CPVC meets after filling the mold. If the temperature and/or pressure are too low, the molecules may not fully entangle at the knit line.
During a burst test, a fitting will almost always eventually fail at the knit line, but successfully processed fittings will meet the minimum psi requirements based on its size and schedule.
Given the rigor of the partner program, Corzan Piping Systems is fully committed to providing support every step of the way as needed; this assures the highest quality products and performance properties possible for each market application.
