
It was in 1911 that the ASME Boiler and Pressure Vessel Code (B&PVC) became a topic of great discussion born out of the need to protect public safety. Invention of the steam engine, boilers, and other sources of pressure systems made it apparent that something must be done.
The 1914 B&PVC was actually published in 1915 and consisted of just 114 5”x8” pages. Today, the document stretches over 28 volumes and includes more than 16,000 8-1/2” x 11” pages. Its use has transitioned into law in most U.S. states and many countries.
Part of this tremendous engineering feat includes references to welder qualifications and certifications. The standard has primarily dealt with metallic options. However, work continues to incorporate the world of non-metallics. Lubrizol has been an active participant in helping to advance the education and incorporation of reproduceable standards that revolve around plastic welding. Over the past 60 years of CPVC advancement, the industry has learned to weld and fabricate one of the most versatile non-metallic materials available.
CPVC may be used to custom fabricate a variety of industrial structures to meet application needs. Products manufactured with thermoplastics such as CPVC range from pipe, fittings, valves, pumps and other fluid handling equipment to ducting systems, flanges, tanks, vessels, ventilation and scrubbing equipment. ASME standards such as ASME NM.1, ASME Section X and ASME RTP-1 are utilized around the world to help owners keep their facilities safe. The standards consist of good engineering design and fabrication including guidelines on quality welding.
Components made with Corzan® CPVC may be manufactured using the most common techniques for thermoplastic fabrication, including high speed hot gas welding, butt welding, and CNC fusion. Corzan CPVC offers performance advantages such as high temperature capabilities, consistent chemical resistance to a wide range of highly corrosive liquid and vapor environments, corrosion resistance, low heat transfer and good insulatory properties. Quality Fabricators such as Harrison Machine & Plastic, B & D Plastics, Fabricated Plastics and Thorpe offer a variety of custom fabricated products made with Corzan CPVC for long-term reliability. These are just a few of the many fabricators that have the ability to create solutions through sound, reliable, consistent, and proven technologies such as Corzan CPVC.
Thermoplastic Structures Require Quality Welding
Welding thermoplastics requires the material to be heated to its melt state. The pieces to be welded are then pressed together with a specified level of pressure applied during a certain amount of time, which causes the surface molecules of the parts to interlock and fuse together. The goal is to achieve a consistent weld with a high level of molecular entanglement and minimal material degradation.
The mechanical performance of any welded thermoplastic structure largely depends on the quality of the welding operation. The fabricator bears the responsibility for confirming that proper welding procedures are followed, and that welders are certified and maintain their proficiency. However, it is up to the owners to hold the fabricators accountable to applicable welding standards and practices.
A commonly used standard for CPVC welder qualifications is the ASTM C1147 Standard. Results from ASTM C1147-14 “Standard Practice for Determining the Short Term Tensile Weld Strength of Chemical-Resistant Thermoplastics” confirm the welder’s skill in proper welding procedures for different thermoplastic materials. Weld procedures used for test pieces reflect the procedures that will later be used during actual fabrication. It is very common for qualified welders to have efficiencies over 80 percent of the original strength of the test coupons.
AWS B2.4 has recently been published from the American Welding Society and provides requirements for qualification to weld thermoplastic materials. The standard is intended for use with a range of thermoplastic welding processes, including butt welding and hot gas welding.
High Speed Hot Gas Welding Offers High Tensile Strength
Corzan system components can be hot gas welded to provide approximately 80 percent of the tensile strength of solid sheet. The product’s actual performance, however, will depend on the equipment used, the welding conditions employed and the technique of the person performing the welding.
The quality of the gas used as the heat transfer medium is critical to the quality of the thermoplastics weld. High speed hot gas welding requires clean, dry gas supplied at low pressure and high volume.
The accuracy of the temperature controlling equipment is as important as the quality of the gas. The optimum temperature range to weld Corzan CPVC is typically somewhat narrower than for other thermoplastics, such as polyolefins. The optimum temperature range for Corzan CPVC is typically 710°F to 800°F (375-425°C) if the welding torch incorporates closed-loop control to maintain the temperature selected on a dial setting.
If the temperature cannot be directly selected on a dial setting, it should be measured using a pyrometer inserted approximately 3/16” (5 mm) inside the main opening of the high speed welding tip and adjusted by varying power to the heating element or regulating the gas flow. The optimum temperature for welding Corzan system components is 680°F to 770°F (360-410°C) when the temperature is able to be controlled.
Other factors will impact the temperature required to produce the best weld, including rod diameter, brand of rod, speed of welding, ambient temperature, – and the temperature must be adjusted accordingly. The welding rod selected to join Corzan CPVC parts should always be made with Corzan CPVC. Triangular rod may be used when appearance is the most important factor, but round welding rod should be utilized when structural integrity is needed.
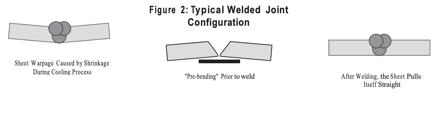
Typical welded joint configurations are illustrated below in Figure 1. During hot air welding, the CPVC material will expand as it is forced into position and will shrink back to its original volume while cooling. A double V joint will avoid this problem. Or, an experienced operator may prevent the problem by pre-bending the parts prior to welding as shown in Figure 2.
Figure 1: Typical Welded Joint Configuration
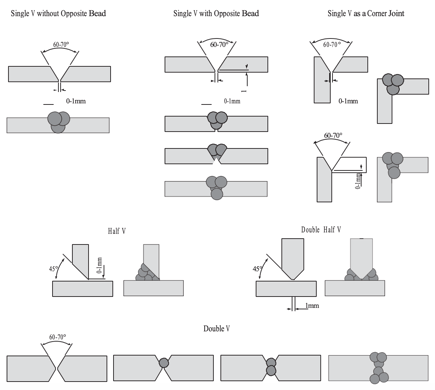
Figure 2: Typical Welded Joint Configuration
 Source: Wegener North America
Source: Wegener North America
Butt Welding Joins Corzan CPVC Sheet
Butt welding is a joining technique commonly used to join two pieces of flat sheet, both ends of a rolled or bent sheet to form a round or rectangular shape, or segments of pipe to form fabricated fittings. A properly butt welded Corzan CPVC sheet can be expected to perform to about 80 percent of its nominal tensile strength.
The heating element used during butt welding should be PTFE-coated stainless steel to prevent melted plastic from sticking to the element. The heating element must also be kept very clean.
Control of the heating element temperature is very important when butt welding Corzan CPVC sheet. The butt weld process should be performed in an area free of drafts so as to maintain the best temperature control possible. The changeover time from when the element is removed and the two pieces of heated plastic are pressed together to form the weld should be limited to three seconds.
The optimum temperature for butt welding Corzan CPVC sheet is typically 437°F to 446°F (225-230°C). The sheet thickness and length and melting/welding pressures should be programmed into a microprocessor controlled machine, and the machine will make the necessary calculations and perform the necessary machine setting relative to time and pressure. The operator must calculate the welding surface and multiply the cross section with the optimum melting/fusing pressure for a non-microprocessor controlled machine, then set the machine gauges. The optimum melting pressure is 95-100 psi.
Pieces of material are pressed against the heating plate with the desired melting temperature. The pressure should be decreased to a nominal heating pressure once a bead forms along the entire weld area. The goal is to heat the fusion area without pushing molten material from the weld zone.
The melting time is preset on a microprocessor controlled machine and may be extended, stopped or reprogrammed based on the accuracy of the cut. A better cut facilitates a shorter melting time. Optimum heating pressure for butt welding Corzan CPVC is approximately 30 psi. Optimum welding pressure is 95 to 100 psi.
Heating and welding/fusion times will depend on the material thickness. Optimum heating times for Corzan CPVC sheet follow:
Thickness (in.) Welding Time (min.)
3/16 75
1/4 90
3/8 120
1/2 150
Optimum fusion times for Corzan CPVC sheet are provided below:
Thickness (in.) Welding Time (min.)
3/16 5
1/4 6
3/8 9
1/2 11
Corzan CPVC Has a Track Record for Fabricating Structures
Corzan CPVC has a 60-year history of providing a range of performance advantages for fabricated industrial products. Lubrizol partner manufacturers and customers such as Harrison Machine & Plastic, B & D Plastics and Thorpe offer a variety of custom fabricated products made with Corzan CPVC for long-term reliability.
For more information, contact the above companies directly or a Corzan CPVC System Consultant. Lubrizol product and engineering specialists are always on call to provide advice, information and training throughout the life of a Corzan CPVC system.
Information for this blog was taken, in part, from the following resources:
https://www.corzan.com/en-us/sheet-and-lining/custom-fabrication
https://www.corzan.com/blog/the-reliable-material-chlor-alkali-plants-specify-for-tank-fabrication
https://www.corzan.com/en-us/ducting
