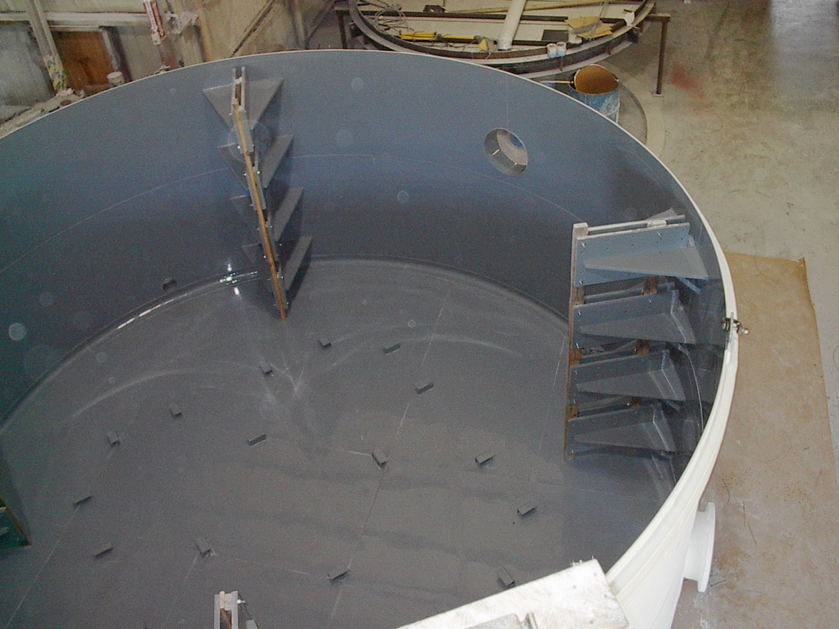

Manufacturers fabricating unique products typically require unique processes. Creating distinctive products demands customized equipment that resists corrosive chemicals and harsh mixtures to optimize processes and drive down production costs. Corzan® CPVC has been meeting manufacturers’ material needs for over 60 years, helping to fabricate high quality products that meet their customers’ specific requirements.
Corzan CPVC may be used to custom fabricate specialized industrial parts such as tanks and tank linings, scrubbers and ventilation systems and offers advantages such as high temperature performance, corrosion resistance, and lower installation and life cycle costs.
Solvent cement is generally the preferred method to join CPVC systems used in fabricated products but is effective only when an interference fit exists, meaning the two pieces can be naturally pressed together. High speed hot gas welding is recommended when consistent pressure and contact between the two faces of the material is not possible.
Corzan CPVC system components that are properly hot gas welded will provide approximately 80 percent or greater tensile strength of a solid sheet of CPVC. Actual material performance will depend on the equipment used, the welding conditions and the welder’s skill. The recommendations that follow, therefore, should serve as general guidelines and do not guarantee actual performance.
Employing Qualified Welders
Poor quality welds create poor quality equipment installations that can result in failures and cause a lack of confidence in the material. All welders who perform high speed hot gas welding on CPVC must be qualified and demonstrate proficiency in welding at a high level.
AWS B2.4 Specification for Welding Procedure and Performance Qualification for Thermoplastics is one U.S. standard, and G1.10M:2001 Guide for the Evaluation of Hot Gas, Hot Gas Extrusion and Heated Tool Butt Thermoplastic Welds is another option.
European welders may follow the parameters set forth in DVS 2207-3 Hot-Gas Welding of Thermoplastics – Sheet and Pipe; DVS 2207-13 Welding of Thermoplastics – Heated Tool Welding of Pipes, Piping Parts and Panels made of CPVC; or DVS 2209-1 Welding of Thermoplastics, Extrusion Welding, Procedures Characteristics.
The Importance of Quality Gas and Equipment
High speed hot gas welding requires gas that is free of oil and moisture and supplied at low pressure and high volume. Most shop compressors do not supply air of sufficient quality to use in high-speed hot gas welding applications – although many manufacturers of hot gas welding equipment offer blowers that provide quality air suited to this purpose.
The accuracy of the temperature controlling equipment is as important as the quality of the gas for thermoplastic welding. The optimum temperature range for Corzan CPVC is typically narrower than for other thermoplastics, which is why it is essential to have a constant temperature at the welding tip.
The welding equipment used with Corzan components should control the temperature by regulating the power to the heating element – rather than varying the gas flow. The ideal temperature control arrangement will incorporate closed-loop controls to hold the temperature constant even as gas flow or supply voltages fluctuate.
Hot gas welding Corzan CPVC requires the use of Corzan CPVC welding rod. Triangular rod may be selected when joint appearance is essential but round welding rod should be used for structural integrity. It is important to match the welding tip diameter with the diameter of the rod selected as an oversized tip could adversely impact guidance and the pressure applied to the rod and may cut into the parts being welded.
Preparing the Material
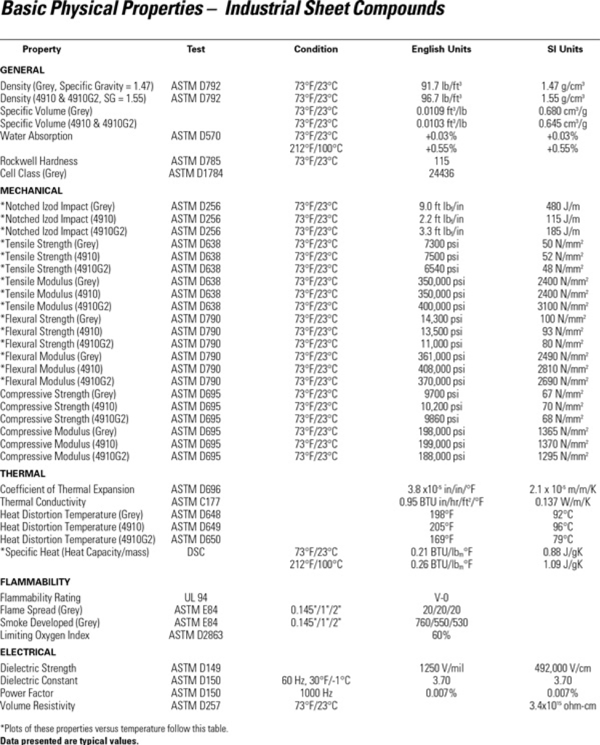
Corzan CPVC is available in a 48-inch by 96-inch sheet, with thicknesses ranging from 1/8-inch to 3 inches, either extruded or compression molded. The table that follows provides the basic physical properties for Corzan® CPVC industrial sheet compounds.
When preparing Corzan CPVC for welding, the ends of the material pieces that will be joined should be beveled so as to produce the best weld. An adjustable saw, router or other suitable tool may be used to create a 60° to 70° angle between the pieces that will be joined. If one piece is joined perpendicularly to the other, the angle should be reduced to 45°.
The parts to be assembled must be very clean. Remove surface residue by lightly grinding or scraping the area that will be welded with a sharp blade. Acetone is the only solvent that is suitable to safely clean the area. Other solvents may have a negative effect on the CPVC.
Leaving a gap of .5 to 1 mm wide between the two pieces is recommended if the joint will not be tacked before welding. This will allow the welding material to penetrate to the root of the bevel and overflow slightly onto the other side. Parts that will be tacked first should be butted together with no gap. The parts should be firmly mounted into place and clamps used as necessary.
Tack Welding and Temperature Control
Tack welding is the first step and requires a pointed shoe tip to tack weld the parts. During tacking, the operator places the tacking tip directly on the material to be welded and draws it along the joint. Hot gas from the welder softens the material and pressure applied to the tip fuses the material together. Continuous or spot tack welding may be used as necessary. Larger structures or thick gauge materials may require additional clamping.
It is important to continuously tack weld all fabricated tanks to achieve a leak-free connection. This will prevent solutions from penetrating between the tank wall and the bottom in the event a problem occurs with the filler weld.
The optimum temperature range to hot gas weld Corzan CPVC systems will depend on the type of welding equipment used and how the temperature is measured. The optimum temperature is generally 710°F to 800°F for a welding torch with closed-loop controls that maintain the temperature selected on a dial setting.
If the temperature cannot be directly selected on a dial setting, the operator must measure the temperature and adjust it as needed by varying the power to the heating element or regulating the gas flow. A temperature of 680°F to 770°F is the optimum temperature for welding Corzan components when the temperature is controlled in this manner. The actual temperature that will produce the best weld will depend on factors such as the diameter of the rod, brand of welding rod, speed of welding and ambient temperature and must be adjusted accordingly.
The Process of Welding Corzan CPVC
To begin the welding process, the operator will grasp the welding torch like a dagger, holding the welding tip approximately 8 cm above the area to be welded to prevent scorching. The operator will then insert the welding rod into the preheating tube and place the pointed tip of the shoe on the material where the weld will start.
Holding the welder at an approximate 45° angle, the operator will push the rod through the tip until it contacts the base material. The welding rod must be guided to prevent it from stretching apart; the welder’s weight is the only pressure needed as the weld is pulled along the joint.
Once the welding begins, it should continue at a fairly constant rate of speed to attain a quality weld. Visual inspection may indicate the quality of the weld, with browned or charred edges resulting when the welder is moving too slowly and/or the material is overheating. The welding tip should be cleaned occasionally with a wire brush for best results. The welder should apply multiple beads as needed until the joint is completely filled as shown in the illustration below:
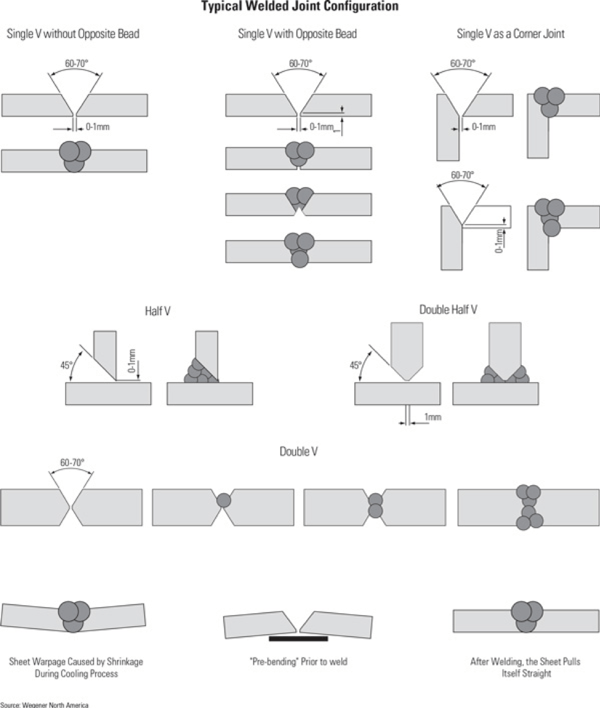
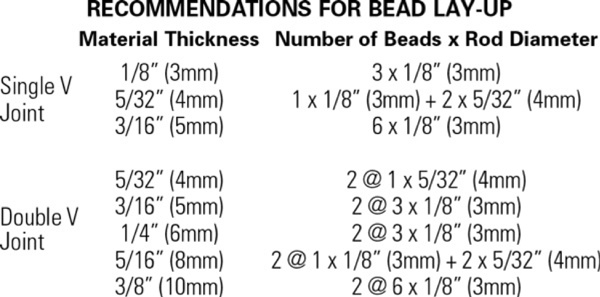
If the joint to be welded is a double V or a double half V, layers of beads should be put down alternately on opposite sides of the joint for best results. The table that follows provides recommendations for bead lay-up for different material thicknesses and joint configurations.
Selecting Material for Custom Fabrication
The ability to bend, shape, and weld sheet made from Corzan CPVC makes this material applicable for various types of custom fabricated industrial equipment – from tanks and tank linings to ventilation systems. High speed hot gas welding is only one of the techniques that may be used to custom fabricate this thermoplastic.
When selecting a thermoplastic for custom fabrication, consider that Corzan CPVC has a 60-year history of providing custom products across various industries. To learn more, contact Lubrizol Advanced Materials partner manufacturers and customers such as Harrison Machine & Plastic, B & D Plastics and Thorpe, which offer fabricated products made with Corzan CPVC for long-term reliability. Lubrizol also has a team of material experts who will provide free technical consultation.
Details for this blog were taken in part from the following:
https://www.corzan.com/en-us/sheet-and-lining/high-speed-hot-air-welding
https://www.corzan.com/blog/the-basics-of-cpvc-hot-air-welding
https://www.corzan.com/blog/quality-welding-is-essential-when-fabricating-equipment
